Un outil de classe mondiale pour mesurer la performance de votre organisation, quelle que soit sa taille. Une occasion unique de vous positionner par rapport aux meilleurs!
Des contenus et un format adaptés à la réalité de votre entreprise. Faites venir nos formateurs dans votre organisation, ou profitez d’une formation à distance.
Des recueils d’outils contenant des recettes et exemples concrets. Faites de nos guides vos alliés dans le développement de vos compétences professionnelles.
La carte de contrôle est un graphique sur lequel on indique différentes limites que le processus ou le produit doit respecter. Plus on intervient en amont dans le processus, mieux on connaît les éléments du processus. Mieux on connaît le processus, plus la prévention active est efficace.
On se sert de l’outil pour :
visualiser la manière dont le processus ou la caractéristique évolue dans le temps;
détecter plus rapidement tout point critique ou phénomène anormal;
réagir plus logiquement et plus rapidement pour éliminer les variations;
vérifier l’effet des actions.
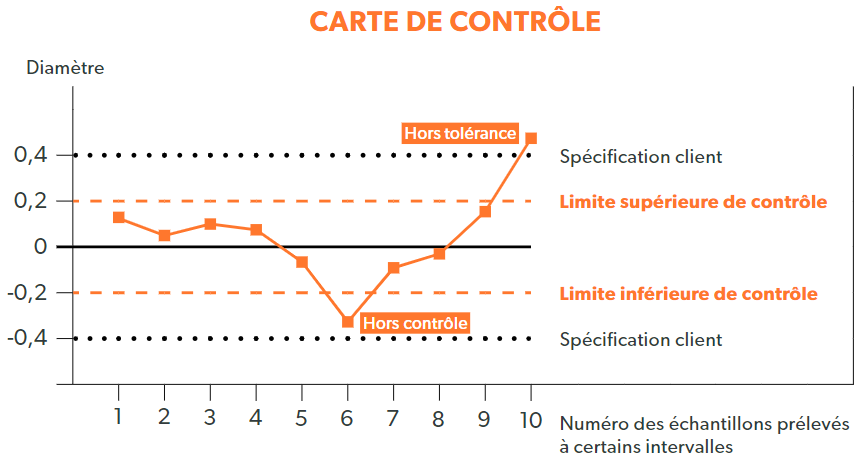
Il arrive qu’on ait à contrôler la qualité d’un produit en fonction des spécifications du client et de limites de contrôle déterminées par l’entreprise. On se sert pour cela d’une carte de contrôle. Une fois la carte préparée, les employés y inscrivent les valeurs correspondant aux échantillons prélevés. Le tableau fait ressortir les non-conformités et permet de prévenir les rejets.
Résultats
Illustration de la variation d’un processus dans le temps.
Ajustement du processus en fonction des écarts constatés.
Constance dans le processus : stable et prévisible.
Pilotage du processus en temps réel grâce à des règles de décision très simples (amélioration à court terme).
Amélioration des processus par l’identification puis l’élimination des causes de variations (amélioration à long terme).
Gain de temps appréciable.
Conditions de succès
Détenir de bonnes connaissances statistiques pour établir l’outil et assurer l’interprétation des résultats.
Utiliser un système de mesure approprié.
Former les employés à l’interprétation des cartes de contrôle.
Posséder une bonne définition opérationnelle des caractéristiques de qualité à suivre.
Utiliser la carte de contrôle de manière continue pour s’assurer de la stabilité du processus
Méthode
Types de cartes
Carte de contrôle à moyenne mobile pondérée exponentiellement
Contrôler un processus de façon à détecter rapidement de petites déviations significatives. Cette carte de contrôle pour variables (quantitative) utilise l’information pondérée des points précédents, ce qui procure une plus grande sensibilité aux petites déviations du procédé, mais une moins grande sensibilité aux déviations plus importantes en amplitude.
Carte de contrôle c
Contrôler le nombre de non-conformités par échantillon de taille constante. Utilisé lorsque les caractéristiques qualité à contrôler sont de type attribut (qualitatif), cet outil permet de s’assurer que le nombre de non-conformités par échantillon reste à l’intérieur de limites acceptables préétablies. Cette carte ne sert donc pas à contrôler le nombre de produits non conformes, mais bien le nombre de non-conformités.
Carte de contrôle CUSUM
Contrôler un processus de façon à détecter rapidement de petites déviations significatives qui n’auraient pu être identifiées facilement avec les cartes de contrôle standards. La carte CUSUM cumule les déviations de la moyenne par rapport à la référence en tenant compte de l’information de tous les points précédents. À l’aide des limites de contrôle auxquelles elle fait appel, la carte permet de détecter plus rapidement les petites déviations du procédé.
Carte de contrôle np
Contrôler le nombre de produits non conformes dans chaque échantillon de taille constante. Utilisée lorsque les caractéristiques qualité à contrôler sont de type attribut (qualitatif), elle permet de s’assurer que le nombre de produits non conformes par échantillon reste à l’intérieur de limites acceptables préétablies.
Carte de contrôle p
Contrôler la proportion de produits non conformes dans chaque échantillon de taille variable. Utilisé lorsque les caractéristiques qualité à contrôler sont de type attribut (qualitatif), cet outil permet de s’assurer que la proportion de produits non conformes par échantillon reste à l’intérieur de limites acceptables préétablies.
Carte de contrôle u
Contrôler le taux de non-conformités dans chaque échantillon de taille variable. Utilisé lorsque les caractéristiques qualité à contrôler sont de type attribut (qualitatif), cet outil permet de s’assurer que le taux de non-conformités par échantillon reste à l’intérieur des limites acceptables préétablies. Cette carte ne sert donc pas à contrôler le taux de produits non conformes, mais bien le taux de non-conformités.
Carte X-barre-R
Contrôler un processus en suivant l’évolution temporelle de la moyenne de l’effectif des échantillons mesurés ainsi que de l’étendue des échantillons. Cet outil comprend deux cartes de contrôle distinctes, mais complémentaires. La première suit l’évolution des moyennes (X-barre) et la seconde suit l’évolution de l’étendue (R). Utilisé lorsque la caractéristique mesurée est de type variable (quantitatif), cet outil permet de détecter rapidement les anomalies dans le procédé.
Carte X-barre-S
Contrôler un processus en suivant l’évolution temporelle de la moyenne de l’effectif des échantillons mesurés ainsi que la variabilité des échantillons. Cet outil comprend deux cartes de contrôle distinctes, mais complémentaires. La première suit l’évolution des moyennes (X-barre) et la seconde suit l’évolution de la variance (s). Utilisé lorsque la caractéristique mesurée est de type variable (quantitatif), cet outil permet de détecter rapidement les anomalies dans le procédé. Il requiert toutefois davantage de calculs que la carte X-barre-R.
Carte de contrôle X-MR (étendue mobile)
Contrôler un processus en suivant l’évolution de valeurs individuelles ainsi que la variabilité entre un point donné et le suivant ou le précédent. Cet outil comprend deux cartes de contrôle distinctes, mais complémentaires. La première indique l’évolution des mesures individuelles (X) et la seconde indique la variabilité de ces mesures (MR). Utilisé lorsque la caractéristique mesurée est de type variable (quantitatif), cet outil permet de détecter rapidement les anomalies dans le procédé.
Carte Z
Représenter graphiquement et suivre l’évolution de la situation en comparaison avec les objectifs. À l’aide d’un graphique linéaire, on peut décomposer les courbes de façon à suivre l’évolution à court, à moyen et à long terme afin d’orienter les mesures d’amélioration pour atteindre les objectifs visés.
L’emploi d’une carte de contrôle constitue l’aboutissement d’une série d’étapes logiques permettant de s’assurer qu’on mesure la bonne chose et qu’on utilise le bon système de mesure.
1. Préparer le terrain
Préparer des fiches où sont disponibles les informations suivantes :
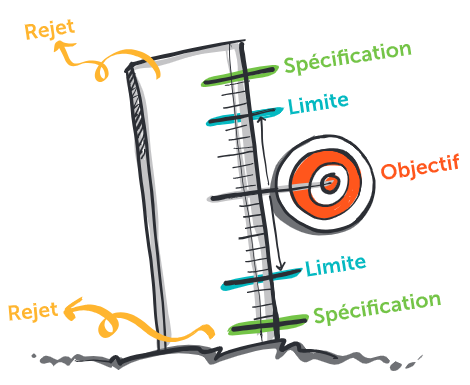
une ligne centrale représentant la moyenne des résultats du processus;
les limites inférieures et supérieures déterminées par les spécifications du client;
les limites inférieures et supérieures de contrôle fixées afin que les variations du procédé n’entrainent pas le rejet du produit.
2. Réaliser la carte de contrôle
Mesurer à intervalles réguliers les résultats du processus et reporter les caractéristiques observées sur le graphique.
3. Ajuster
Procéder aux ajustements en fonction des écarts constatés, des tendances à l’intérieur des limites de contrôle et de l’évolution du processus. Par exemple, il y a alerte lorsque l’on constate sept points consécutifs en pente ascendante ou descendante à l’intérieur des limites de contrôle.
Exemple
Carte X-MR
On se sert principalement du graphique de contrôle X-MR pour faire le suivi du processus (contrôle) et pour trouver la façon optimale de satisfaire les besoins du client. Cependant, avant même d’utiliser l’outil, il faut passer par certaines étapes (voir à titre d’exemple la norme qualité QS 9 000 dans l’industrie automobile).
1. Préparer le terrain
Identifier les caractéristiques de qualité devant être mesurées ( Failure Mode and Effects Analysis – FMEA ou AMDEC en français).
Construire un plan de contrôle (plan d’échantillonnage et d’inspection, etc.).
Évaluer la capacité du système de mesure à détecter un changement des caractéristiques par rapport aux spécifications (ex. « Gage R&R »).
2. Réaliser la carte de contrôle
Fort des renseignements obtenus à l’étape précédente (caractéristiques qualité les plus critiques à suivre et capacité du système de mesure à suivre les tendances du processus), on peut maintenant établir les limites de variation naturelle du processus et sa capacité à répondre aux spécifications du client.
Sélectionner au moins 30 pièces représentatives des conditions normales de production.
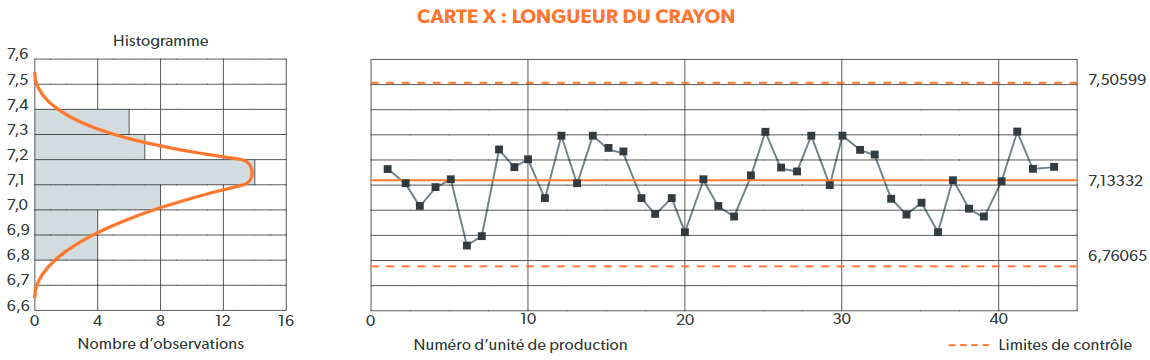
Mesurer la caractéristique de qualité à suivre (ex. : longueur du crayon).
Mettre les résultats sur un graphique où l’axe des X correspond au numéro de la pièce et l’axe des Y au résultat de la mesure (carte X).
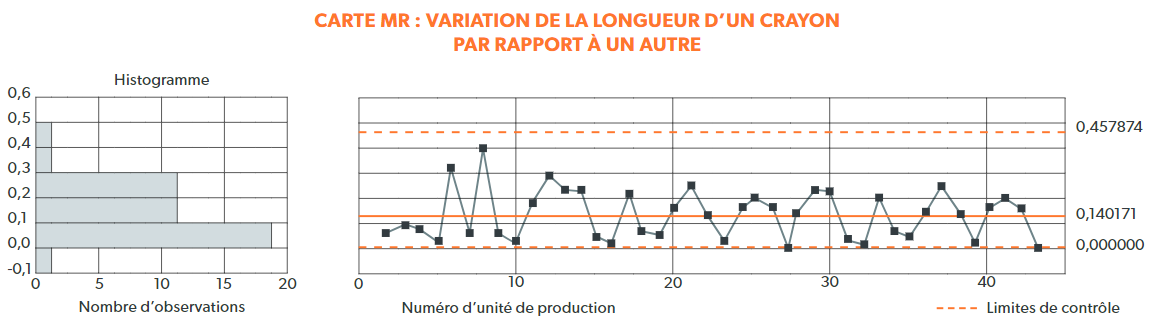
À l’aide de ces résultats, calculer l’étendue ou l’écart de longueur de crayon entre deux pièces consécutives.
On peut maintenant dresser la carte des étendues (carte MR).
À l’aide de ces deux cartes, il est possible de calculer les limites de variation naturelle du processus en termes d’étendue (carte MR) et de mesure (carte X). Sans entrer dans les détails du calcul, nous présentons directement les limites de contrôle du processus.
À chaque nouvelle unité mesurée, il est possible de la comparer aux limites de contrôle. Si jamais la longueur d’un crayon tombait à l’extérieur des limites de variation naturelle du processus sur l’une des deux cartes, on saurait qu’il se passe quelque chose d’anormal. Évidemment, il existe d’autres règles permettant de détecter un changement dans la production.
3. Ajuster
La carte de contrôle X-MR présente le suivi régulier de la variation de concentration d’un élément d’alliage par rapport à la spécification du client. Les opérateurs interviennent uniquement quand le processus est détecté comme étant hors contrôle :
tout point situé à l’extérieur des limites de contrôle;
sept points ou plus vers le haut ou vers le bas;
un tracé trop près ou trop loin de la moyenne;
etc.
Références
Control Chart [en ligne]. asq . Consulté le 2017-09-11.
A Guide to Control Charts [en ligne]. isixsigma. Consulté le 2017-09-11.
Engineering Statistics Handbook, « What are Control Charts ? », chap. 6.3.1 [en ligne]. Consulté le 2017-09-11.
Cette ressource est réservée
aux membres seulement
Pour lire la suite, choisissez l’une des deux options suivantes :
Le développement de produits, qu’il s’agisse d’un bien ou d’un service, comporte plusieurs défis majeurs : être centré sur les besoins clients, orienter la gestion…
L’écoconception est une approche globale qui consiste à tenir compte des enjeux environnementaux et sociaux durant la conception d’un bien ou d’un service. L’Institut de…